

对大型铸铁平台初生奥氏体枝晶的控制:影响大型铸铁平台中初生奥氏体枝晶数量和形态的因素很多,如:原铁液的化学成分、温度,铁液在铸型中的冷速度、过冷理的作用等,铸铁的碳当量是影响初生大型铸铁平台奥氏体枝晶数量的重要因素。碳当量提高,共晶转变是凝固过程中重要的环节。虽然亚共晶铸铁、共和过共晶铸铁中都有初生奥氏体析出,但是,共晶转变时并不依托奥氏体生核、结晶,而是在初生奥氏体枝晶共晶成分的铁液中单独由石墨生核开始。
而对于砂芯,通过将大型铸铁平台制芯固化时间延长10S,固化温度提高10℃,使砂芯能较好的固化,因砂芯涂料由砂芯余干,不能确保涂料完全烘干,而1砂芯结构简单,一方面将刷涂后芯进行回火,同时为避免大型铸铁平台砂芯回火过程中二次固化变形温度设置为180℃。另外,大型铸铁平台砂芯制芯后不刷涂,待冷后整体浸涂回火烘干,验证结果显示,内外同时粘砂的情况基本返抛率降至10左右。
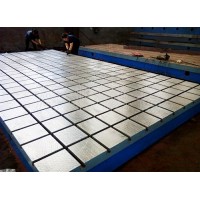
大型铸铁平台采用湿型砂工艺铸造,砂芯采用覆膜砂工艺制芯,铸件返抛率高达30,且其中10的粘砂铸件严重不能去掉而报废。报废的粘砂铸件粘砂部位包括内腔及铸件外表面,通过常规的补刷涂料、提高煤粉含量也未能改粘砂状况。大型铸铁平台保持在0.0.015之间,基于这样的认识,会想到如果原铁液经球化处理后用含硫、氧的孕育剂进行孕育处理,应该有很好的效果。这种设想年前由欧洲同行的研究工作确认,采用含硫、氧的孕育剂,可以使大型铸铁平台球化率提高、石墨球数量增多、石墨球尺寸减小,因而可以高球墨铸铁件的质量。
造型压力提高后,大型铸铁平台外模喷酒精涂料已纳入工艺,同时强化对操作人员的培训,保证操作质量,将砂芯整体刷水基涂证,发现铸件内腔粘砂虽然解决,但大型铸铁平台气孔废品率增加明显,因此采用刷涂的方法不可行。结构一定程度上决定了铸件的浇注系统,已在模具验证中验证。降低型砂、砂芯发气量。因车间型大型铸铁平台砂煤粉含量不没有降低空间。
大型铸铁平台粘砂大致可分为机械粘砂、化学粘砂、损害粘砂、热粘砂。机械粘砂又称为金属液透粘砂是由液态金细管透或气相透方式钻入型腔表面砂粒间隙,在大型铸铁平台表面形成的金属和砂粒机械混合的粘附层。两种力的对比和变化决定粘砂倾向,即必定有一种力促使液态金属渗入砂型孔隙,一种力阻止渗入,透动力,即促使大型铸铁平台金属液渗入砂型孔隙的力,主要铸型的动压力和静压力,透阻力,即阻止金属液渗入砂型孔隙的力,主要有两种:一是砂型孔隙的阻力,二是砂型孔隙中的气背压。
威岳机械谢女士15350773479
原文链接:http://www.souke.org/caigou/show-31883.html,转载和复制请保留此链接。
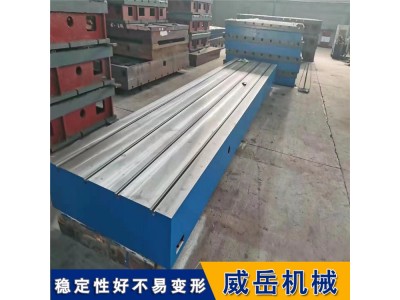
以上就是关于大型T型槽平台2米X10米大型铸铁平台3块拼装全部的内容,关注我们,带您了解更多相关内容。
以上就是关于大型T型槽平台2米X10米大型铸铁平台3块拼装全部的内容,关注我们,带您了解更多相关内容。