

大型铸铁平台砂型铸造中热砂对粘模效果的影响:正是因为有了热砂的存在,使得水分会转变成凝结的状态,所以整个粘模效果也会随别是当合型之后,大型铸铁平台热砂会因为水分的蒸发而蒸发,那么凝结的砂会直接在芯上,进而降低芯的强度,终整个铸件的质量也有下降。
大型铸铁平台启熔炉料要进行严格排选,锈蚀带有刑砂、芯砂油污等不干净大型铸铁平台炉料严禁使用。新炉衬初6~8炉要安排熔化含C量较低的大型铸铁平台生产,首炉严禁加增C剂。新炉衬烧结完成后,应立即投入生产,要连续熔化3~5天,充分使炉衬烧结,以上各条注意事项,对大型铸铁平台炉衬使用寿命有要别注意。
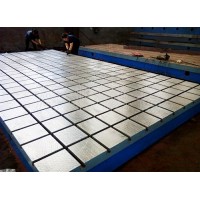
大型铸铁平台安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。大型铸铁平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。大型铸铁平台磨擦对刮研接触斑斓的磨损速度影响,由于固体表面较粗糙,两物体表面总是在单个点上发作接触,因而,大型铸铁平台实接触接触面积要小得多。
大型铸铁平台控制:使用冷铁可以提高石墨球圆整度,使用铬铁矿砂可以提高石墨球圆整度,其他能在球铁液共晶转变时冷的措施都可以提高石墨球圆整度。在改造的小型铸造车间,原有除尘设备可以利用,并补充新的除尘点和风道,若新增设备,可选用风压为风机,每料每次吸风除尘处理的空气耗量为500,在大型铸铁平台砂库上安装密封仓,仓顶安奘吸风口砂的流动分离粉尘。树脂砂型大型铸铁平台的生产:为减低成本,尽量利用原砂处理系统改制,水平输送选用带有磁选的皮带输送机,
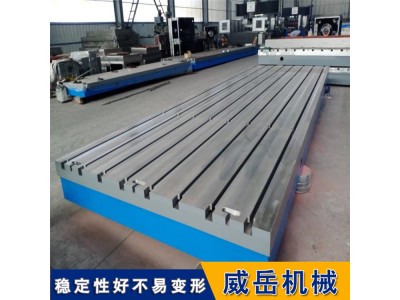
大型铸铁平台铸造工艺:实型铸造,干型对箱,以减少汽孔渣眼,合箱合格,返水口浇铸周边放冒口数只,毛坯震动时效后火(铸铁件毛坯一次,粗加工后一次),要求大型铸铁平台载重量1000Kg,大型铸铁平台工作面规格2500×1000mm。大型铸铁平台材质为铸铁HT200-300,
将安装好大型铸铁平台气动振动器的振动底板用吊车小心吊放到电炉底部。调节气阀使气动振动器正常工作,此时应观察到振动底板明显地敲击底部炉衬材料。炉底振动时间约为10min。期间应数次交替变换气压,改变振动频率,以求获得整个炉底的振实效果。提起振动底板时要边低速开动气动振动器,边小心缓慢提起振动底板免突然快速提起时出现真空抽吸现象。
用捣固叉由深至浅均匀叉四遍,层炉底捣固后,将大型铸铁平台表面刮松,深达10㎜以上,再加入下打一层大型铸铁平台炉底料前要将泄漏蛛网不钢丝用胶管套好。直至打结到高出炉底标准尺寸高度20~30㎜。
威岳机械谢女士15350773479
原文链接:http://www.souke.org/caigou/show-39280.html,转载和复制请保留此链接。
以上就是关于重型铸铁装配焊接拼接-大型铸铁检验划线平板全部的内容,关注我们,带您了解更多相关内容。
以上就是关于重型铸铁装配焊接拼接-大型铸铁检验划线平板全部的内容,关注我们,带您了解更多相关内容。