铸铁弯板的生产加工过程:
铸铁弯板的生产加工过程:一、铸铁弯板机械加工:外观检验并划线、加工、检验;
二、铸铁弯板的外观处理、喷漆、包装、入库
三、热处理毛坯,时效处理,其目的是降低铸件内部的应力,防止机械加工后的变形。
四、铸铁弯板毛坯:按技术要求制图纸、按图纸制作模型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
五、铸铁弯板工件调平、人工刮研、检验科检验。
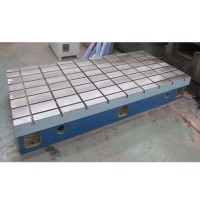
铸铁弯板的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,铸铁弯板工作面的缺陷是不可以忽视的重要部位,铸铁弯板主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁弯板使用寿命和缺陷修理有密切的关系。所以对铸铁弯板的缺陷做修理时要严格按工艺要求处理。铸铁弯板的承载是指铸铁弯板单位面积承受的重量后,铸铁弯板的变形挠度。为了便于理解,我们可以看作铸铁T型槽弯板放好工件后,在不影响正常使用的情况下,铸铁弯板所能够承受的压力。铸铁弯板的精度也可以说是铸铁弯板的平面度。选用精度标准时一般根据使用情况酌情而定。铸铁弯板用做检验、划线、装配等使用,4级精度以下的铸铁弯板一般用做铆焊等使用。
铸铁弯板在调整时的操作要点:
一、铸铁弯板在地上,觉得调整四个角稳定性、细调优活动锚直至稳定。
二、铸铁弯板将放置在架上,并调整它的位置,尽可能对称中心。然后再进行初调各支脚,使各支点受力均匀。
三、铸铁弯板的水平位置,用水平测量仪器(水平尺或电子水平仪)检测,微调支点,直到符合的水平要求。
四、焊接工件时,工件避免碰撞铸铁弯板,应该根据工件与平台的接触方式,进行正确的支撑。
五、平台放置需选择适当的放置方法,将平台调好水平状态,调整平台,好不要移动,以免影响其精度的降低水平质量。
六、初调合格后,静置12小时后,复制,将不合格的进一步调整到直到可以使用为止。
铸铁弯板在铸造冷却过程中,由于各部分的冷却速度不同,容易产生应力,可能导致铸铁弯板变形和铸造裂纹,所以为了尺寸稳定性,防止变形和开裂,对于一些形状复杂的铸件,如床,缸体,缸盖,等,需要内应力退火又称人工时效。它的规格一般是:应力解除通常加热温度为500~550°,保温时间为2~8小时,然后炉冷,使用该工艺可铸铁跨平台铸件内应力的大部分,但铸铁组不变。如果温度超过550度或保温时间过长,会引起石墨化,铸铁的强度和硬度降低线平台。
泊头市康恒工量具制造有限公司【http://www.khjxlj.com/】主营产品有:铸铁圆形平板、铸铁焊接平板、三维柔性焊接平板、花岗石量具、镁铝合金量具、数控床身铸件、大型床身铸件、铸铁平尺、T型槽平板、机床垫铁、检验方箱、V型块、铸铁弯板、偏摆检查仪、铸铁护栏底座等系列产品。产品种类多样,重信用、守合同,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,取得了广大用户的普遍赞誉和支持。
铸铁弯板http://www.khjxlj.com/
检验方箱http://www.khjxlj.com/
T型槽平板http://www.khjxlj.com/
数控床身铸件http://www.khjxlj.com/
大型床身铸件http://www.khjxlj.com/
铸铁圆形平板http://www.khjxlj.com/
原文链接:http://www.souke.org/chanpin/show-25044.html,转载和复制请保留此链接。
以上就是关于宁夏银川铸铁弯板「康恒量具」方箱@床身铸件@焊接平板哪里买全部的内容,关注我们,带您了解更多相关内容。
以上就是关于宁夏银川铸铁弯板「康恒量具」方箱@床身铸件@焊接平板哪里买全部的内容,关注我们,带您了解更多相关内容。