铸铁平板机械加工细节要求和性能
铸铁平板机械加工细节要求和性能一、检验平台机械加工细节要求
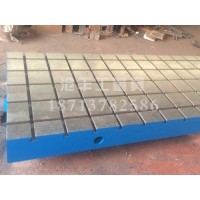
检验平台是用于工件检测或划线的平面基准器具。检验平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺点检验平台经过两次人工退火,去应力退火又称低温退火。这种退火次要用来消弭铸件,锻件,焊接件,热轧件,冷拉件等的残剩应力。
对检验平台的加工细节要求:
1.铸铁平台的装夹:薄铸铁通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力有利于对薄铸铁的装夹。
2.为了为薄铸铁平台装夹的可靠性和稳定性,预先将铸铁焊接的两个侧面加工好。否则,撑板与铸铁焊接的侧面就不能很好的接触,会使铸铁焊接受力不均而变形。
3.装夹时,使检验平台的基准面同工作台面或平垫铁贴紧。不能用手捶使劲敲打铸铁焊接,因为薄铸铁焊接刚性差,易变形、断裂,并且还有弹性,所以越敲打,铸铁越与定位表面不紧和夹不紧。如果铸铁焊接下面的缝隙是由于铸铁焊接底面不平而产生的,则应该用铁皮垫实。
4.此外,在装夹铸铁焊接时夹紧力不能太大,否则会引起铸铁焊接中间凸起,待加工后松开工铸铁焊接,因弹性变形使焊接中间成凹形。
5.切削用量:刨薄铸铁焊接时,切削力要小,夹紧力也要小,那就应采用较小的切削(约取0.3——0.5mm以下)和进给量(约取0.1——0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
二、检验划线平台有哪些性能
在揉捏阶段,选用10t油压机,压力为91MPa左右。将撑融铸造与揉捏铸造结合起来,将分量比为铝合金的3百分之~6百分之的包镍铜石墨粉加入到液固合金浆液中,然后将其敏捷揉捏成轴承毛坯。搅拌器外表涂有耐热矾土水泥,转速为400~1500r/min揉捏设备为YA32-100型揉捏机,加压速度为7mm/s。
不少人对揉捏铸造在理论上做了深入探讨。检验划线平台在使用揉捏铸造制作碳纤维增强复合资料时特别研讨了合金的凝结进程。发现在浇注温度高时其凝结发生在整个浸渗进程之后。因为模具和纤维的激冷效果,初生铝固溶体相在纤维空隙开端形核并逐步向纤维外表长大;而共晶硅相则是依附在碳纤维外表形核及长大。
并发现,随凝结冷却速度的下降,共晶硅相的形状由蠕虫状向针状,块状改变。相同有人在研讨CF/AL-4.5Cu揉捏铸造时,发现初生铝固溶体也是在纤维空隙形核并向纤维外表长大;而共晶θ相则依附于碳纤维外表形核长大。因为这种资料的界面结合很强,其开裂特征为脆性开裂。
冷却速度(0.1~100℃s-1)对揉捏铸造G-SIC增强铝基凝结安排的影响,发现冷却速度越大,G-SIC颗粒的散布越均匀。这是一种检验划线平台成型技能,尽管推广的难度比较大,可是咱们应该大力推广这些技能,这样的话才干快的工业优化,进步整个工业的技能含量。
沧州沧丰工量具有限公司(http://www.cangfenglj.com)主要产品有机床铸件、三坐标测量平台、刮研平板、机床机械铸件,花岗石平台及量具等以及镁铝合金平尺、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械制造,汽车制造,高铁,风电,电机,发动机制造业等等。
原文链接:http://www.souke.org/chanpin/show-33799.html,转载和复制请保留此链接。
以上就是关于贵州T型槽平板企业|沧州沧丰工量具加工订制铸铁平板全部的内容,关注我们,带您了解更多相关内容。
以上就是关于贵州T型槽平板企业|沧州沧丰工量具加工订制铸铁平板全部的内容,关注我们,带您了解更多相关内容。